
Om ett skikt av korslimmat trä, KL-trä, består av brädor som är kantlimmade eller om spalten mellan två brädor är mindre än 2 mm, bör endimensionell förkolning användas enligt ekvation 7.8:
7.8 \({d_{{\rm{char}},0}} = {\beta _0}t\)
där:
| β0 | är 0,65 mm/min och är endimensionell förkolningshastighet under en standardbrand. |
| t | är brandexponeringstiden. |
Om spalter mellan brädorna är större än eller lika med 2 mm, men mindre än 6 mm, bör en nominell förkolningshastighet användas enligt ekvation 7.9:
7.9 \({d_{\rm char,n}} = {\beta _\rm n}t\)
Enligt SS-EN 1995-1-2, tabell 3.1 kan nominella förkolningshastigheter för trä med rektangulära tvärsnitt som brandexponeras på tre eller fyra sidor sättas till:
| βn | är 0,7 mm/min för limträ och fanerträ av barrträ. |
| βn | är 0,8 mm/min för konstruktionsvirke av barrträ (KL-trä). |
| βn | är ekvivalent dimensionerande förkolningshastighet som inkluderar effekten av rundningar i hörnen och av sprickor. |
Det finns två möjliga scenarier av förkolning av KL-trä. Med lim utan delaminering, till exempel melamin-urea-formaldehyd-lim, i dagligt tal så kallat melaminlim eller MUF-lim, sker förkolningen med hastigheten β0 på samma sätt som för konstruktionsvirke. Med lim med delaminering, till exempel vissa polyuretanlim, i dagligt tal så kallat PUR-lim, blir förkolningshastigheten för de första 25 mm av varje skikt fördubblad, det vill säga 2β0, se figur 7.5.
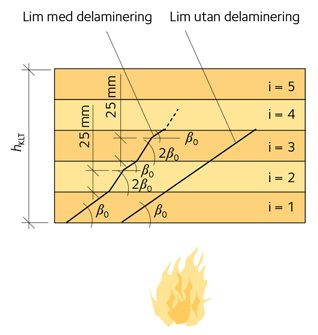
Figur 7.5 Förkolning med och utan delaminering av förkolade brädskikt.