
Virkeskvalitet
Handelssortering
Kvaliteten hos virke kan specificeras med ett antal parametrar, till exempel:
| Kvistar | Sprickor | Vankant |
| Kådlåpor | Barkdrag | Lyra |
| Snedfibrighet | Toppbrott | Tjurved |
| Vresved | Kådved | Vattved |
| Svampangrepp | Deformation | Insektsskador |
| Missfärgning | Hanteringsskador | Måttavvikelser. |
Tabell 1.
Parametrarna bedöms vid visuell sortering, utseendesortering. Sådan görs vanligen vid sågverken. Virket sorteras oftast enligt standarden för utseendesortering, SS-EN 1611-1.
Det är vanligt att varje virkesstycke stämplas i änden med ett skeppningsmärke. Av detta kan den sorterade kvaliteten avläsas i ledet mellan sågverk och handel. Efter bearbetning, till exempel hyvling eller klyvning, kan dessa märken vara bortkapade eller svåra att identifiera. Kvaliteten anges då genom att paketet märks.
Sortering av virke är en generell handelssortering. Den är alltså inte utformad med tanke på virkets användning i till exempel snickeri, byggande eller emballage. Den används dock för beskrivning av de kvaliteter som används i byggandet, exempelvis i AMA Hus och VilmaBas.
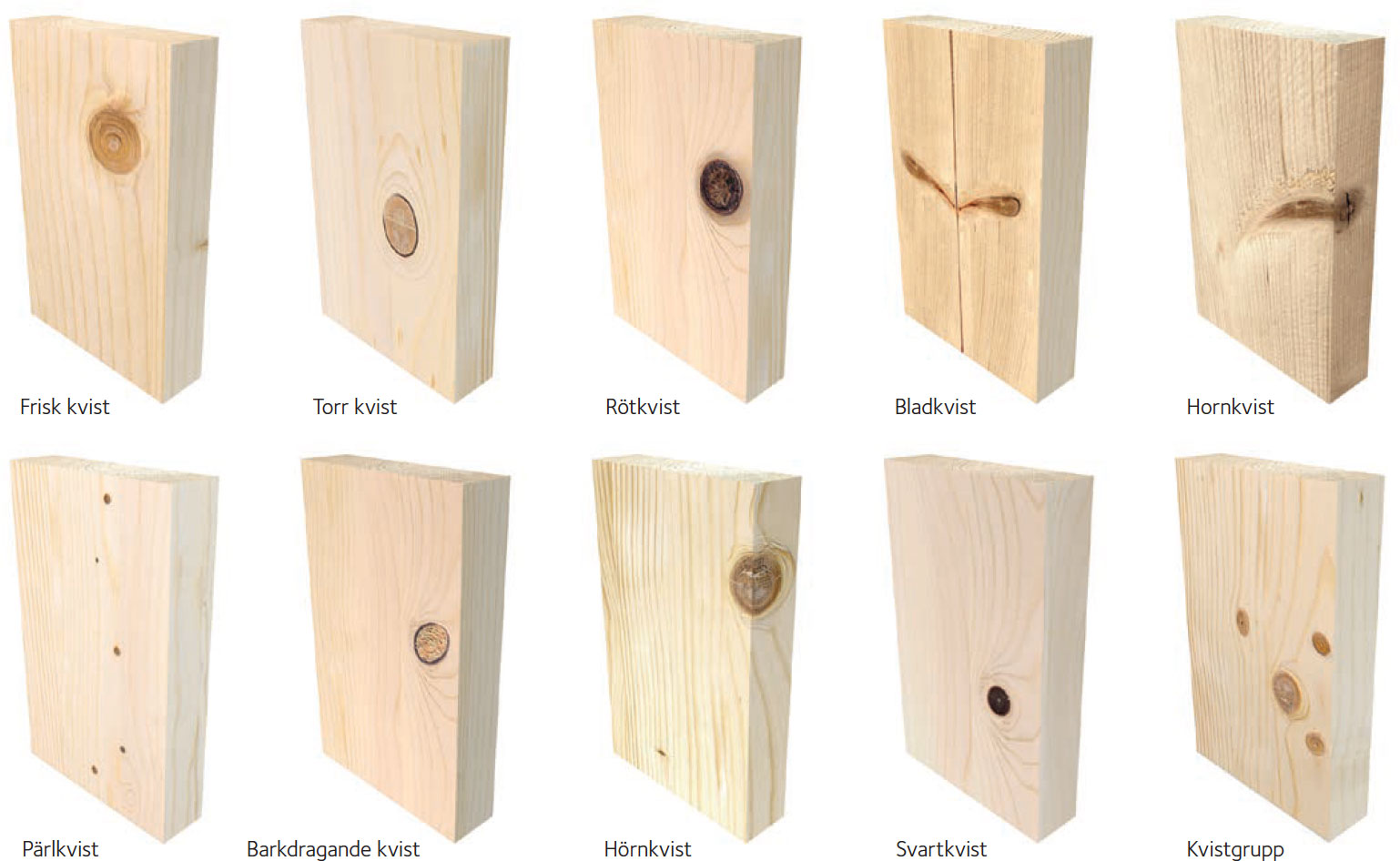
Bild 1. Exempel på kvisttyper.

Bild 2. Handelssorter – Kvalitetsklasser. Virket visas i dimensionerna: 25 x 100, 50 x150 och 75 x 200 mm.
Standard SS-EN 1611-1
Enligt standarden för handelssortering, SS-EN 1611-1, kan sorteringen göras på såväl flat- som kantsidorna eller enbart flatsidorna. Sorterna kallas då G4 respektive G2. Sortbeteckningarna följs av en siffra som anger virkets kvalitet, 0-4, med 0 som högsta kvalitet. En sort kan då få beteckningen G4-2, vilket innebär en 4-sidig visuell sortering av typiskt byggvirke, motsvarande kvinta, V, enligt äldre sortering. En ungefärlig jämförelse med äldre sorteringsregler ges i tabell 3. G2 är en sortering som främst används vid export av virke.
Äldre regler för handelssortering
Nordiskt trä – Sorteringsregler
Enligt reglerna i "Nordiskt trä – Sorteringsregler" sorteras virket i tre sorter: A, B och C, där sort A motsvarar den högsta kvalite ten, som används till högklassiga snickerier och synliga beklädnader. Sort A kan underindelas i sorterna A1-A4. Sort B är den vanligaste kvaliteten i byggandet medan sort C används i till exempel emballage.
Sortering av sågat virke av furu och gran
Enligt reglerna i "Sortering av sågat virke av furu och gran" sorteras virket i sex sorter, där sort I motsvarar den högsta kvaliteten. Vanligen samlas sorterna I–IV under benämningen O/S, osorterat. Sort V benämns vanligen kvinta och sort VI benämns utskott.
| Typ av trävara | Sort | Träslag |
| Dimensionshyvlat virke | G4-2 – G4-3 | Gran och furu |
| Konstruktionsvirke | G4-0 – G4-2 | Gran och furu |
| Råspont | G4-2 – G4-3 | Gran |
| Formvirke | G4-4 eller bättre | Gran och furu |
| Emballagevirke | G4-3 | Gran och furu |
| Utvändiga panelbräder och vindskivor | G4-2 eller bättre | Gran |
| Invändiga panelbräder | G4-1 eller bättre | Furu och gran |
| Planhyvlat virke för invändiga snickerier | G4-1 eller bättre | Furu |
| Golvbräder | G4-2 eller bättre | Furu och gran |
| Staket och plank | G4-2 eller bättre | Gran, eventuellt impregnerad furu |
| Lister | A - B | Furu enligt SS 232811 |
Tabell 2. Virkeskvaliteter. Vanliga trävaror med lämpliga handelssorter och träslag.
| Sorteringsregler | Sorterna – kvalitetsklasserna | ||||||
| SS-EN 1611-1 4-sidig sortering |
- | - | G4-0 | G4-1 | G4-2** | G4-3 | G4-4 |
| 2-sidig sortering* | - | - | G2-0 | G2-1 | G2-2 | G2-3 | G2-4 |
| Äldre sorteringsregler | Sorterna – kvalitetsklasserna | ||||||
| Nordiskt trä - Sorteringsregler, 1994, (Blå boken) |
A | B | C | D | |||
| A1 | A2 | A3 | A4 | ||||
| Sortering av sågat virke av furu och gran, 1960, (Gröna boken) | O/S | Kvinta | Utskott | Vrak | |||
| I | II | III | IV | V | VI | VII | |
* 2-sidig sortering, G2 används sällan i Sverige. ** Vanligaste byggvirket.
Tabell 3. Virkeskvaliteter. Ungefärliga relationer mellan de olika handelssorterna – kvalitetsklasserna.
Ändamålsanpassad sortering
VilmaBas – Ändamålsanpassat bassortiment
För att på ett tydligt och användarvänligt sätt beskriva träprodukter har man i Sverige skapat ett bassortiment benämnt VilmaBas. Bakom detta står trämekanisk industri, bygg- och trävaruhandel och byggentreprenörer som under åren 2010 – 2013 tillsammans utvärderat och fastställt ett relevant bassortiment för träprodukter. Varje produktspecifikation, benämnd egenskapsdeklaration, identifieras med ett VilmaBas produkt-ID, VB-nummer. Produkten beskrivs med ett urval av egenskaper. Läs mer på www.vilmabas.se.
Jämförbara produkter, lika för alla
Till sina jämförbara produkter kan varje producent addera det VBnummer eller den egenskapsdeklaration som är relevant. Parterna i värdekedjan kan då på ett säkert sätt använda VB-nummer som referens.
Spårbarhet
Med hjälp av streckkoder och GTIN (Global Trade Item Number) kan varje individuell produkt/förpackning märkas och identifieras. Detta gör att full spårbarhet uppnås förutsatt att varje part i värdekedjan använder dessa identifierare i sin händelserapportering till exempel orderbekräftelse, godsmottagning, lagersaldo, etcetera.
Hållfasthetssortering
Hållfastheten, styvheten och densiteten för trä varierar i stor utsträckning. För gran (Picea abies) kan variationen i böjhållfasthet vara mellan 10 och 90 MPa. För att kunna använda detta material i lastbärande konstruktioner är det nödvändigt med bättre kontroll av egenskaperna. Trämaterialet produceras av naturen och det är därför inte möjligt att kontrollera egenskaps variationen genom att förändra tillverkningsprocessen. För trä är det istället nödvändigt att få en uppskattning av egenskaperna och sortera materialet i olika hållfasthetsklasser.
Det karakteristiska hållfasthetsvärdet definieras normalt för alla material som 5 %percentilen i fördelningen av hållfastheten, se Diagram 1.
Genom att sortera materialet i olika hållfasthetsklasser är det möjligt att:
- förbättra kontrollen av träegenskaper såsom hållfasthet och styvhet
- ha en gemensam klassificering inom en marknad
- optimera utbytet av råmaterialet
- optimera användningen (tillräckligt god kvalitet).
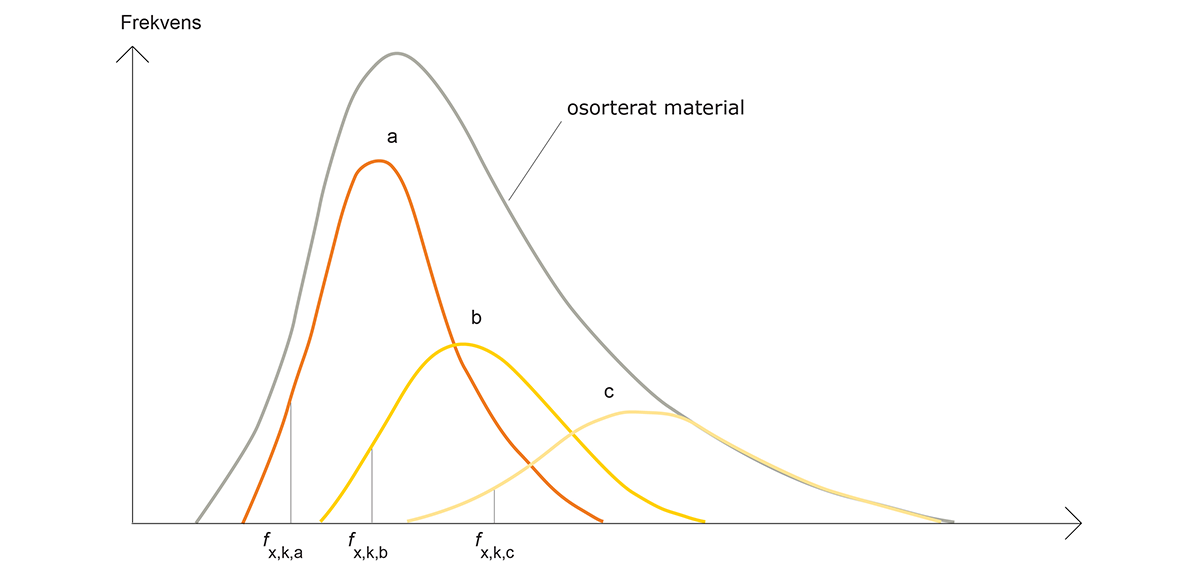
Diagram 1. Principen för hållfasthetsvariation för trä och materialet uppdelat i tre hållfasthetsklasser.
Enligt de flesta standarder sorteras materialet efter dess böjhållfasthet. Medelvärdet för elasti citetsmodulen och densiteten måste också kontrolleras så att de är inom klassens gränser. Alla andra parametrar uppskattas med utgångspunkt i dessa värden. Sambandet mellan karakteristisk böjhållfasthet fm,k och andra hållfasthets och styvhetsvärden för barrträ, som används i europeiska standarder, visas i Tabell 4.
| Draghållfasthet parallellt med fibrerna | ft,0,k = 0,6fm,k |
| Tryckhållfasthet parallellt med fibrerna | fc,0,k = 5(fm,k)0,45 |
| Tryckhållfasthet vinkelrätt mot fibrerna | fc,90,k = 0,007Pk |
| Elasticitetsmodul parallellt med fibrerna | E0,05 = 0,67E0,mean |
| Medelvärdet för elasticitetsmodulen vinkelrätt mot fibrerna | E90,mean = E0,mean/30 |
| Medelvärdet för skjuvmodulen | Gmean = E0,mean/16 |
| Medelvärdet för densiteten | Pmean = 1,2Pk |
Tabell 4. Beräkning av karakteristisk hållfasthet enligt SS-EN 338 för barrträslag.
För närvarande förekommer två typer av sortering: visuell sortering och maskinell sortering.
Visuell hållfasthetssortering
Tekniken för visuell hållfasthetssortering bygger på den antagna korrelationen mellan visuellt upptäckta virkesfel och hållfastheten. Det finns sorteringsregler som fastställer vilken typ och storlek på virkesfelen som kan tillåtas inom varje hållfasthetsklass. De första reglerna för visuell hållfasthetssortering upprättades i USA på 1920talet och visuella sorteringsregler upprättades även i flera europeiska länder under 1930talet. Sorteringsreglerna är givetvis olika för olika trädslag, antal sorteringsklasser och så vidare. Visuell sortering har traditionellt utförts av mänskliga sorterare som ser på varje trästycke medan det passerar på ett transportband. Detta leder givetvis till noggrannhetsproblem eftersom sorteraren endast har ett par sekunder på sig att tilldela brädan för en viss klass. Det har även den naturliga nackdelen att enbart visuella virkesfel kan iakttas medan inre virkesfel inte är möjliga att upptäcka. Metoden tillåter endast användning av enkla kombinationer av virkesfel. Idag finns det skanningstekniker som kan användas tillsammans med regler för visuell hållfasthetssortering vilket förbättrar tekniken.
Maskinell hållfasthetssortering
Tekniken för maskinell hållfasthetssortering bygger på att virkesstycken körs genom en maskin som mäter en eller flera parametrar på ett ickeförstörande sätt. Dessa parametrar används sedan för att förutse hållfastheten och eventuellt styvheten. Tanken att använda icke förstörande mätmetoder som grund för att uppskatta hållfasthet och styvhet, lades fram på 1950talet i både USA och Australien. Anledningen var en önskan att förbättra sorteringens noggrannhet. De vanligast använda parametrarna vid ickeförstörande mätning är elasticitets modulen och densiteten.
Förhållandet mellan hållfasthet, styvhet och andra parametrar
Principerna för hållfasthetssortering bygger på ickeförstörande mätning av en eller flera parametrar och använder detta mått för att förutse hållfastheten (och eventuellt styvhet och densitet). Detta innebär att det är nödvändigt att ha god kunskap om sambandet mellan dessa parametrar och hållfastheten samt inverkan av olika naturliga egenskaper på dessa samband. För kvistfritt trä har följande samband konstaterats mellan hållfasthet, densitet och elasticitets modul:
- Böjhållfasthet – elasticitetsmodul R2 = 0,70 – 0,75
- Böjhållfasthet – densitet R2 = 0,60 – 0,65
- Elasticitetsmodul – densitet R2 = 0,60 – 0,65
Egenskaperna för trä varierar emellertid i hög grad mellan olika träd, stockar och till och med inom ett träd eller en stock. Naturliga egenskaper för trä inverkar även på parametrarna och deras samband och det är inte enbart virkesfelens storlek, utan också deras läge som har betydelse. Vid visuell sortering är förekomsten av kvistar den enskilt viktigaste parametern för att tilldela brädor olika hållfasthetsklasser. Kvistar har även visats vara den viktigaste faktorn i verkliga hållfasthetsprovningar. I hållfasthetsprovning av gran (Picea abies) har det visats att ungefär 90 procent av brotten initieras vid läget för en kvist. Fibervinkel är orsaken till brott i en del fall. Tryckved har en tydlig effekt på sambandet mellan dessa parametrar; den har hög densitet och låg elasticitetsmodul men hållfastheten är endast marginellt mindre.
Det finns ett antal olika parametrar som är mätbara med ickeförstörande metoder, vilka kan användas i hållfasthetssortering. Åtskilliga försök har gjorts för att ta fram sambandet mellan olika parametrar och böj eller draghållfastheten för sågat virke. Genom att studera några av dessa försöksserier kan följande förklaringsgrad (R2) mellan böjhållfasthet och andra para metrar erhållas, se Tabell 5.
| Mätt parameter | R2 |
| Kvistar | 0,16 – 0,27 |
| Årsringsbredd | 0,20 – 0,44 |
| Densitet | 0,16 – 0,40 |
| Elasticitetsmodul, böj eller drag | 0,53 – 0,72 |
| Kvistar och densitet | 0,38 |
| Kvistar och elasticitetsmodul | 0,58 – 0,73 |
Tabell 5. Förklaringsgrad (R2) mellan böjhållfasthet och parametrar mätta med icke-förstörande metoder, baserad på studier av sågat virke, Johansson (2003).
Den bästa faktorn för hållfasthetsförutsägelser är styvheten eller elasticitetsmodulen. Förklaringsgraden (R2) varierar mellan 0,5 och 0,7 mellan olika studier; skillnaden beror huvudsakligen på olika mätmetoder för elasticitetsmodulen. Ett typiskt resultat för böjhållfastheten och styvheten kan ses i Diagram 2.
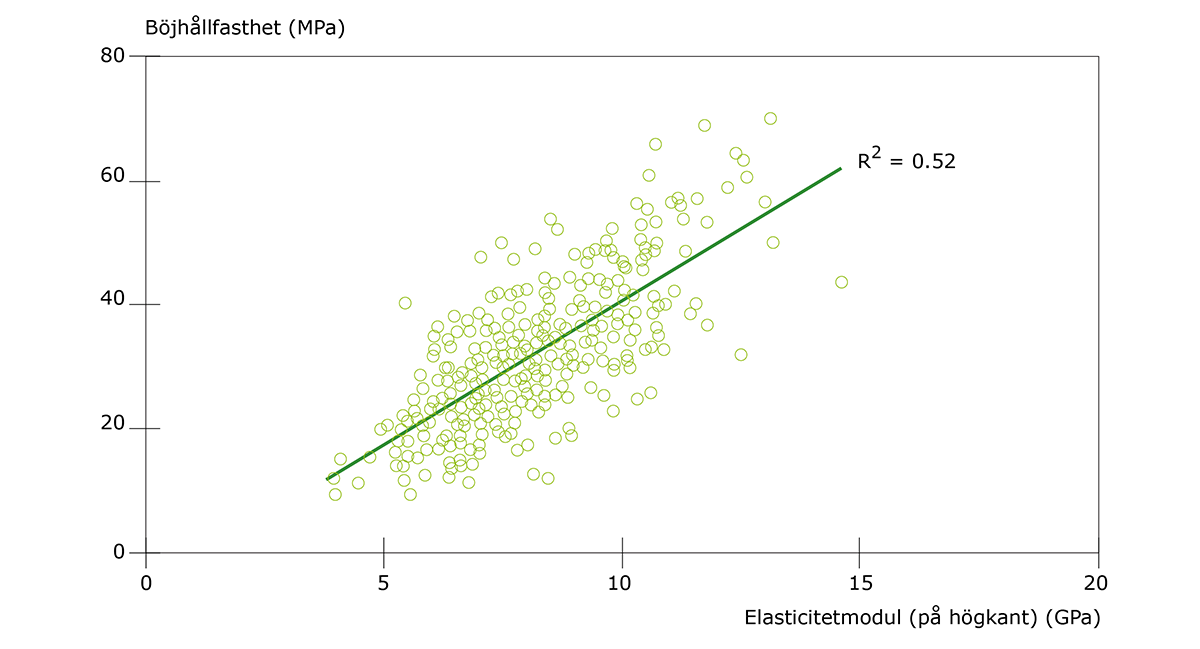
Diagram 2. Förhållandet mellan elasticitetsmodulen (på högkant) och böjhållfasthet för 380 reglar med dimensionen 45 × 70 mm.
Skillnaden kan även hänföras till olika kviststorlek i materialet i olika studier. Elasticitets modulen innehåller information om kvistar (lägre elasticitetsmodul vid läget för kvisten), fibervinkel (lägre elasticitetsmodul) och tryckved (lägre elasticitetsmodul), vilket är anledningen till att den fungerar bättre än de andra parametrarna. Det är förstås även möjligt att kombinera olika parametrar vid virkessortering. Att lägga till information om kvistar till information om medeldensitet förbättrar förutsägelsen av hållfastheten. Tillägg av mer information till elasticitetsmodulen förbättrar inte förutsägelsen ytterligare, förmodligen på grund av att elasticitetsmodulen redan omfattar denna information.
Principer för maskinell hållfasthetssortering
Det används många tekniker i hållfasthetssorteringsmaskiner: statisk böjning på lågkant, elasticitetsmodul bestämd dynamiskt eller densitetsmätning med hjälp av röntgen är de vanligast förekommande teknikerna.
Statisk böjning på lågkant
Böjning på lågkant av virket är den princip som använts längst och var dominerande bland sorteringsmaskiner ända fram till det tidiga 2000-talet. Tekniken baseras på mätning av flatsidans elasticitetsmodul genom trepunktsböjning. Brädorna förs kontinuerligt på flatsidan genom en maskin med tre rullar och utvärderingen av elasticitetsmodulen baseras på antingen 1) mätning av deformation för konstant last eller 2) mätning av lasten som krävs för att skapa en förprogrammerad deformation, se bild 4. Detta ger ett mått på variationen av elasticitetsmodulen längs brädan. Med känd elasticitetsmodul är det möjligt att uppskatta brädans hållfasthet och tilldela den en viss hållfasthetsklass.
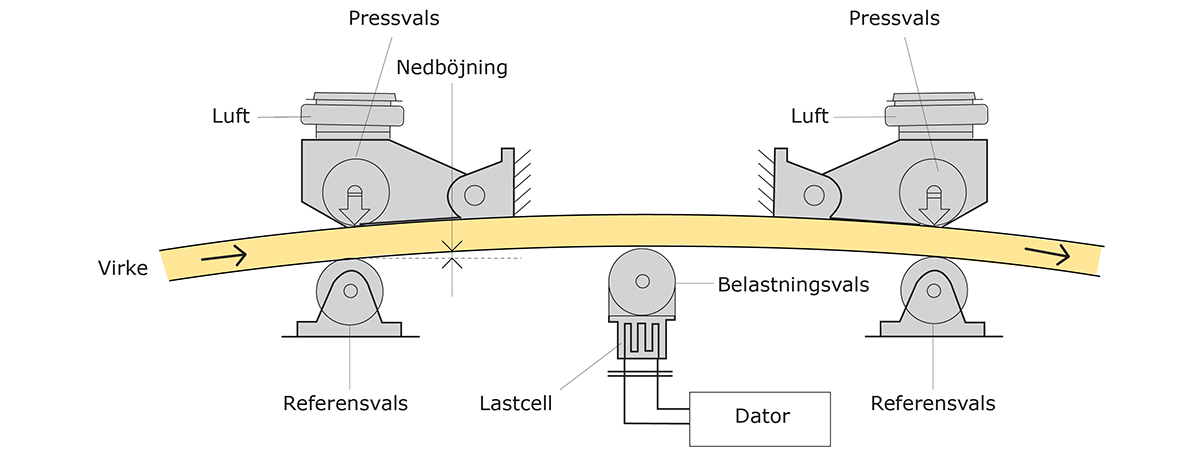
Bild 3. Principen för en statisk böjningsmaskin.
För virke till bärande konstruktioner används konstruktionsvirke som sorteras maskinellt eller visuellt.
De äldre visuella sorteringsreglerna, T-virkesreglerna, har ersatts av gemensamma nordiska sorteringsregler. I Sverige är de utgivna som svensk standard SS 230120 medan den gemensamma nordiska benämningen är INSTA 142. Reglerna gäller för furu, gran, silvergran, lärk, sitkagran och douglasgran. Virket kallas även fortsättningsvis T-virke och klasserna är T0, T1, T2 och T3. En visuell kompletteringssortering krävs också för parametrar som maskiner inte kan bedöma, såsom kvistar, men dessutom bland annat snedfibrighet, toppbrott, tjurved, svampangrepp, årsringsbredd, sprickor, hål, deformation och vankant.
För bedömning av kvistarnas betydelse för hållfastheten finns mät- regler i sorteringsreglerna som anger hur kvistarnas storlek ska mätas och hur de ska bedömas:
- Storlek i förhållande till dimension hos virket
- Placering på kantsida och flatsida
- Placering i virkets längdriktning.
Virke sorterat enligt SS 230120 märks med sorteringsklass T0, T1, T2 eller T3, och hållfasthetsklass C14, C18, C24 respektive C30.
C-klasserna är enligt standarden SS-EN 338. I märkningen ingår dess- utom standardens nummer, igenkänningsmärke (bokstavskombination) för företag respektive sorterare samt T-virkesföreningens varumärke. För att sortera T-virke krävs särskild utbildning och efter godkänd utbildning får sorteraren ett personligt certifikat.
Vid maskinell hållfasthetssortering bestäms en fysikalisk egenskap som är kopplad till hållfastheten, till exempel statisk eller dynamisk elasticitetsmodul. I vissa maskiner kombineras olika bestämningar av egenskaper, såsom densitet, elasticitetsmodul eller inre struktur, med hjälp av röntgen. Den idag vanligaste maskinprincipen bygger på bestämning av den dynamiska elasticitetsmodulen genom mätning av resonansfrekvensen vid ”knackning” i virkesänden.
Maskinell sortering utförs enligt standarden SS-EN 14081-1 som också ger detaljerade märkningsregler. Hållfasthetssorterat konstruk- tionsvirke måste CE-märkas enligt SS-EN 14081-1.
Tryckimpregnerat virke kan även beställas som hållfasthetskontrol- lerat konstruktionsvirke och ska då också vara CE-märkt.
Karakteristiska grundvärden för beräkning av bärförmåga och styv- het hos konstruktionsvirke i hållfasthetsklasserna C14–C50 anges i standarden SS-EN 338.
Observera
Lamellvirke till limträ sorteras enligt SS-EN 14080.

Bild 4. Visuell sortering. BBSK: Sorterande företag MAA: Personen som sorterar T2: Visuell sorteringsklass C24: Hållfasthetsklass T: Sorteringssymbol för T-virke.

Bild 5. Maskinell sortering. W332: Produktionstidpunkt 0402: SP-identifikationsnummer C24 M: Hållfasthetsklass, M anger maskinell sortering Drygraded: Sorterat som torkat virke 09: År för första CE-märkning.
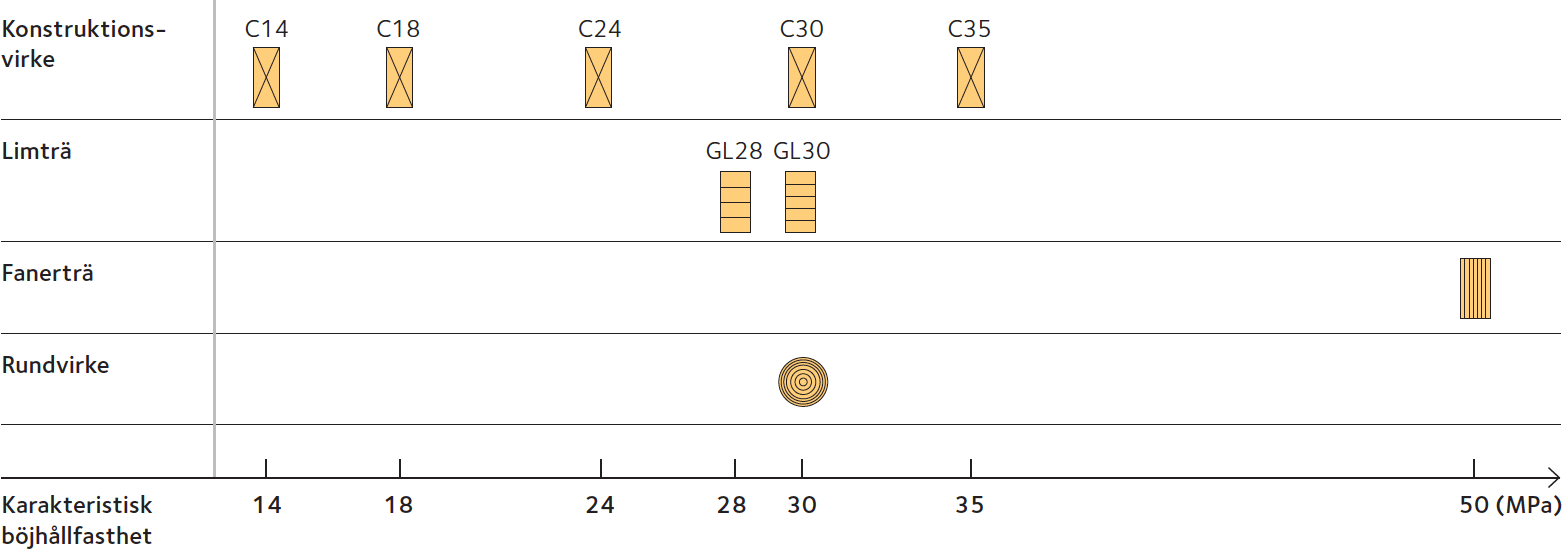
Tabell 6. Karakteristiska böjhållfasthetsvärden på olika träprodukter till bärande konstruktioner.
| Hållfasthetsklass | C14 | C18 | C24 | C30 |
| Visuell sortering enligt SS 230120 | T0 | T1 | T2 | T3 |
Tabell 7. Visuell sortering av konstruktionsvirke.
| Hållfasthetsklass | C16 | C18 | C20 | C22 | C24 | C27 | C30 | C35 | C40 | C45 | C50 |
| Maskinell sortering enligt SS 230120 | C16 | C18 | C20 | C22 | C24 | C27 | C30 | C35 | C40 | C45 | C50 |
Tabell 8. Maskinell sortering av konstruktionsvirke.
Fingerskarvat konstruktionsvirke
Till konstruktionsvirke i hållfasthetsklasserna C14 – C35 hänförs fingerskarvat konstruktionsvirke som tillverkas och kontrolleras enligt SS-EN 385.
Fingerskarvat virke får enligt Boverkets tillämpningsregel för
SS-EN 1995-1-1 (Eurokod 5) användas i en bärande konstruktion om brott i en enskild fingerskarv inte medför att väsentliga delar av konstruktionen i övrigt störtar samman. Fingerskarvat konstruktions- virke ska inte användas i ställningsplank eller i andra konstruktioner utsatta för slag- eller stötbelastning.
I avvaktan på att standarden för fingerskarvat konstruktionsvirke EN 15497 färdigställs märks virket med hållfasthetsklass, till exempel C30, Limtyp I, producentidentifikation, EN 385 och produktionsår och vecka.
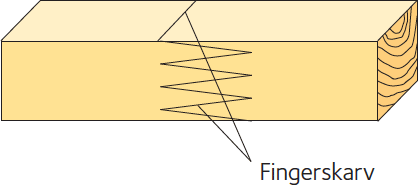
Bild 6. Fingerskarv kan användas när man vill ha långa längder utan att behöva skarva på byggarbetsplatsen.